一般鋼機械カバー製作時のTIG溶接後ビード研削作業
- ビード取り
- 仕上研磨
- 一般鋼(SS)
- その他
- 鉄骨加工
- 焼け
- 繊細・丁寧



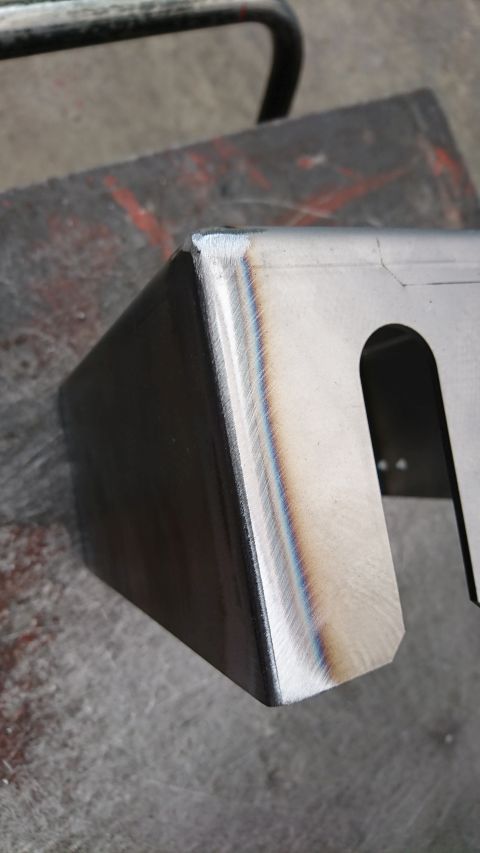

研削前
研削後
研削後
オススメ製品はこれ!!
一般鋼での機械カバー製作時のTIG溶接後ビード研削には、ペーパーディスクで高い研削力と、鋼材を削り過ぎない作業が両立できます。ベタ使いでも焼けや歪みが生じにくく、最後まで切れ味を損なわずに作業できるワンタッチPホイルがおすすめです。ワンタッチ式でネジ付の為、芯振れが生じにくくなります。また、ワンタッチPホイルと同等の性能を目指しコストを出来る限り抑えたすぐPは、高いパフォーマンスがありおすすめです。
ワンタッチPホイル(ワンタッチピーホイル)


推奨品 : ワンタッチPホイル
(品番 : OPW10072A60)
推奨理由
外径は100mmの1種類のみです。砥粒は、仕上げ重視のAタイプ、粒度は#60がおすすめです。
※推奨品番に記載されたサンプル以外のサイズや粒度も、請求ボタンから請求することができます。
サイズ100mm
すぐP(スグピー)


推奨品 : すぐP
(品番 : SUGP10072A60)
推奨理由
外径は100mmの1種類のみです。砥粒は、仕上げ重視のAタイプ、粒度は#60がおすすめです。
※推奨品番に記載されたサンプル以外のサイズや粒度も、請求ボタンから請求することができます。
サイズ100mm