

重要なお知らせ
一部サイズ表記変更(刃長)のお知らせ(2022/04/01)
このたび、弊社商品『NRS超硬バー』の一部品番において、サイズ表記を実寸表記へと変更することとなりました。
なお、商品本体の変更はございません。
詳しくはこちらをご覧ください。
一部サイズ表記変更(全長)のお知らせ(2023/02/03)
このたび、弊社商品『NRS超硬バー』の一部品番において、サイズ表記を実寸表記へと変更することとなりました。
なお、商品本体の変更はございません。
詳しくはこちらをご覧ください。
特長
- 切削からバリ取りまで、各種金属加工に幅広くご使用いただけます。
- 用途に合わせて、刃形・カット形状などを多彩なラインナップよりお選びいただけます。
NRS超硬バー 特注品制作サービス はじめました!

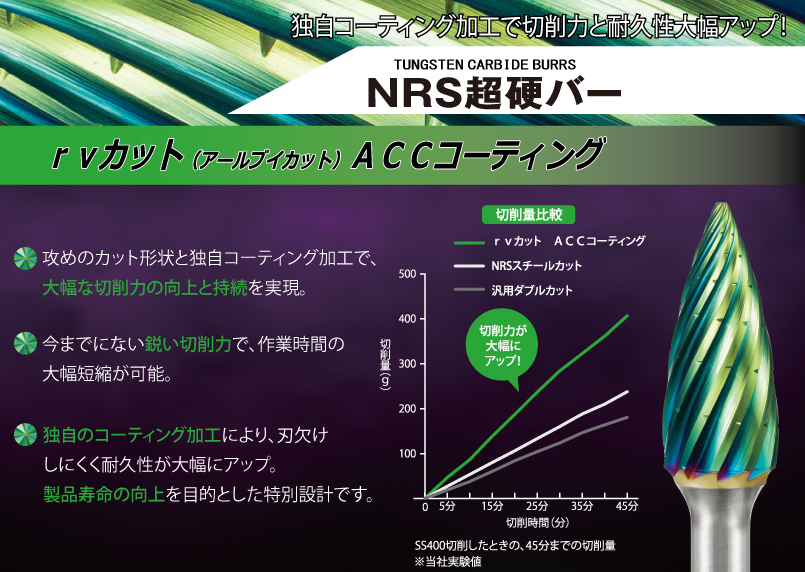
従来品より切削力と耐久性大幅アップ!『rvカット(アールブイカット)ACCコーティング』
『rvカット(アールブイカット)ACCコーティング』の詳細はこちら
プロモーション動画
従来品より切削力がアップした「s-inoxカット(イノックスカット)」「d-steelカット(スチールカット)」も好評発売中。
切削からバリ取りまで、各種金属加工に幅広くご使用いただけます。
コーティング加工を施した新カット形状「rvカット(アールブイカット)ACCコーティング」新発売!
独自コーティング加工で切削力と耐久性が大幅アップしました。
適正鋼材一覧表
| カット形状 / 鋼材 |
sカット |
kカット |
dカット |
d-maxカット |
cカット |
aluカット |
s-inoxカット |
d-steelカット |
rvカット |
|---|---|---|---|---|---|---|---|---|---|
| 特長 | なめらかな表面を実現するスパイラル形状 | 硬い金属のなめらかな仕上げに使用 | 鋭い切削力を備えた一番人気のカット形状 | より力強い除去作業に | 切粉が小さく、高張力鋼に有効 | アルミ・非鉄金属向け | 従来品の sカットよりさらに高い切削力。特にステンレス鋼に有効 |
従来品の dカット d-maxカットよりさらに高い切削力。特に鋳物に有効 |
鋭い切削力 に耐久性を 備えた カット形状 |
| 一般鋼 | ● | ○ | ● | ● | ● | ● | ● | ● | |
| 鍛鋼 | ○ | ● | ○ | ○ | ○ | ○ | |||
| ステンレス鋼 | ● | ● | ● | ○ | ● | ● | ○ | ● | |
| 鋳鉄 | ● | ○ | ● | ● | ○ | ○ | ● | ○ | |
| チタン | ● | ○ | ● | ○ | ○ | ○ | |||
| ニッケル | ● | ○ | ● | ○ | ○ | ○ | |||
| 銅 / 銅合金 |
● | ○ | ○ | ○ | ○ | ○ | ○ | ○ | |
| アルミ | ● | ○ | ○ | ||||||
| プラスチック | ● | ||||||||
| サーメット | ○ | ● |
※その鋼材に対して●は最適、○は適しています。
表示について
- NRS超硬バーの表示について ※角度の表示がない製品もございます。

仕様一覧
全品番のラインナップを見る
品番一覧とメーカー希望小売価格は下記よりご確認ください。
製品ごとの拡大画像は下記よりご確認ください。(表示された品番をクリックすると、画像が表示されます。)
新カット形状「rvカット(アールブイカット)ACCコーティング」の画像は下記よりご確認ください。
形状別にラインナップを見る
各形状の「品番を見る」ボタンをクリックして詳細をご覧ください。
| A.円筒 | B.円筒エンド刃付 | C.砲弾 | D.球 | E.タマゴ |
|---|---|---|---|---|
 品番を見る 品番を見る |
 品番を見る 品番を見る |
 品番を見る 品番を見る |
 品番を見る 品番を見る |
 品番を見る 品番を見る |
| F.ツクシ | G.トンガリ | H.楕円 | J.60゚ | K.90゚ |
 品番を見る 品番を見る |
 品番を見る 品番を見る |
 品番を見る 品番を見る |
 品番を見る 品番を見る |
 品番を見る 品番を見る |
| L.テーパー | M.円錐 | N.逆円錐 | R.リム | ロングシャンク |
 品番を見る 品番を見る |
 品番を見る 品番を見る |
 品番を見る 品番を見る |
 品番を見る 品番を見る |
 品番を見る 品番を見る |
- NRS超硬バーにポイントシールはつきません。
- 種類・サイズによってはラインナップの有無がございます。詳細は品番一覧でご確認ください。
安全データーシート(SDS)ダウンロード
下記より安全データーシート(SDS)PDFのダウンロードが可能です。
製品写真













梱包写真

※旧仕様

製品カタログ
新カット形状「rvカット(アールブイカット)ACCコーティング」のちらしはこちらをご覧ください。
特注品制作サービスに関するちらしは、こちらをご覧ください。
NRS超硬バーを正しく使うための重要事項
使用上の注意
1. ハンドグラインダのコレットにシャンクを奥まで差し込みます。
⇒芯振れ、シャンクの歪みを防ぎます。
2. 押さえつけないでください。
⇒過熱によるシャンクの歪み、芯振れ、刃の欠け、ヘッドが外れるなどのトラブルを起こす恐れがあります。
※NRS超硬バーは回転スピードで削っていきますので押さえる必要はありません。
3. 最適使用回転数を守ってください。
【最適使用回転数】※オーバーハング10mmの場合
| 鋼材 | 刃径 | ||||
|---|---|---|---|---|---|
| 3mm | 6mm | 10mm | 12mm | 16mm | |
| 一般鋼 | 60,000~ 90,000 |
45,000~ 60,000 |
30,000~ 40,000 |
22,500~ 30,000 |
18,000~ 24,000 |
| 鍛鋼 | 60,000~ 90,000 |
30,000~ 45,000 |
19,000~ 30,000 |
15,000~ 22,500 |
12,000~ 18,000 |
| ステンレス鋼 | 60,000~ 90,000 |
30,000~ 45,000 |
19,000~ 30,000 |
15,000~ 22,500 |
12,000~ 18,000 |
| 鋳鉄 | 45,000~ 90,000 |
22,500~ 60,000 |
15,000~ 40,000 |
11,000~ 30,000 |
9,000~ 24,000 |
| チタン | 60,000~ 90,000 |
30,000~ 45,000 |
19,000~ 30,000 |
15,000~ 22,500 |
12,000~ 18,000 |
| ニッケル | 60,000~ 90,000 |
30,000~ 45,000 |
19,000~ 30,000 |
15,000~ 22,500 |
12,000~ 18,000 |
| 銅/銅合金 | 45,000~ 90,000 |
22,500~ 60,000 |
15,000~ 40,000 |
11,000~ 30,000 |
9,000~ 24,000 |
| アルミ | 30,000~ 90,000 |
15,000~ 65,000 |
10,000~ 50,000 |
7,000~ 35,000 |
6,000~ 25,000 |
| プラスチック | 30,000~ 90,000 |
15,000~ 65,000 |
10,000~ 50,000 |
7,000~ 35,000 |
6,000~ 25,000 |
| サーメット ※金属化合物を金属で 固めたもの |
60,000~ 90,000 |
30,000~ 45,000 |
19,000~ 30,000 |
15,000~ 22,500 |
12,000~ 18,000 |
単位:min-1
⇒オーバーハングが10mmを超える場合は、回転数を下げてご使用ください。
⇒使用回転数が適正でない場合、以下のような不具合がでることがあります。
回転が遅すぎる場合:切削力の低下、刃の欠け。
回転が速すぎる場合:過熱によるシャンクの歪み、ヘッドの外れ。
※上の表にない刃径の最適使用回転数は、下記グラフをご覧ください。
4. 円周の1/3以上を接触させないでください。

⇒タッピングを起こす恐れがあります。
5. 2点で接触させないでください。

⇒タッピングを起こす恐れがあります。
タイプA円筒・B円筒エンド刃付・N逆円錐・Rリムの場合は特に注意が必要です。
6. 落としたり、ぶつけたりしないでください。
⇒刃が欠ける恐れがあります。
以上のことを守るためにも、正しい刃形、カット形状、サイズをお選びください。
安全について
![]()
NRS超硬バーをご使用の際は、安全のためご使用の前に「使用上の注意」を読み、十分に注意してご使用ください。また、ご使用の際、必ず使用工具の取扱説明書もあわせてお読みください。
※ロウ付け部分と芯振れに対しては、十分な検査をしております。








