様々な砥石の製法
研削砥石は使用する結合剤によって色々な製法があります。
ニューレジストンでは安全度が高く、広く普及しているレジノイド法で製造しております。
| 種類 | 表示記号 | 主要材料 | 焼成方法 温度 |
用途 | 特長 |
|---|---|---|---|---|---|
| ビトリファイド | V | 長石 可溶性粘土 |
トンネル窯 ベル窯 1,200~ 1,350℃ |
機械研削 自由研削 超仕上げ ホーニング パルプストン |
・長石や可溶性粘土を結合剤として、完全乾燥した後、 1300℃の高温で焼成して製造。 ・最も一般的な製法。 ・結合度・組織の調整が容易。 ・化学的に安定している。 |
| レジノイド | B・BF ※BFは 補強材入り |
フェノール樹脂 その他の 熱硬化性合成樹脂 |
低温電気炉 200℃前後 |
粗研削 自由研削 切断 機械研削 ラップ仕上 |
・ベークライト法とも呼ばれ、合成樹脂を結合剤とし、 200℃程度の低温で硬化させて製造。 ・比較的弾性があり、高速回転に耐える。 ・用途別に細分。 <ニューレジストンの砥石はこのレジノイド法で作られたレジノイド砥石です> |
| ゴム | R | 天然・人造ゴム イオウ |
低温電気炉 180℃前後 |
切断 調整車 (コントロール といし) |
・天然または人造のゴムを結合剤として、180℃程度の低温で硬化させ製造。 ・最も弾性がある。 ・薄物といしに適する。 |
| マグネシア | MG | マグネシア オキシクロライド (マグネシアセメント) |
不焼成 常温で 硬化 |
刃物研削 平面研削 |
・セメントの一種を結合剤として常温で固化、成型して製造。 研削熱の悪影響が少なく、ナイフ研削、薄物の平面研削に。 ・低速で研削性がよい。 |
| セラック | E | セラック (天然樹脂) |
低温電気炉 170℃前後 |
工具研削 ラップ仕上 |
・天然樹脂を結合剤として圧縮成型後、低温で硬化させて製造。 低速のラップ作業向き。 ・軟結合度用。 |
研削砥石の作り方
ここではニューレジストン主力商品であるレジノイド砥石の製造工程をご紹介します。
原料
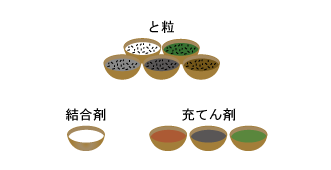
原料・と粒、充てん剤(※)、結合剤を用います。
・製品ごとにこの配合の比率が違います。
充てん剤とは?
砥石にはと粒と結合剤以外にもいろいろな化合物が充てん剤として含まれています。
充てん剤を加える目的としては、砥石の性能向上や、製品への着色(緑・赤・黒など)など、様々なものがあります。
混合

原料をしっかり混合し、その後乾燥させます。
成型
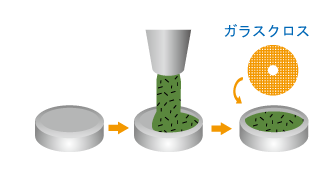
・型で固めます。
・この時、補強材として特殊なガラス繊維(ガラスクロス)をはさみ込みながら成型を行います。
プレス
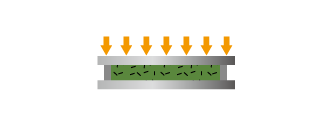
プレスを行い、型から抜きます。
焼成

・200度前後でじっくり焼成します。
・焼成によって砥石の結合度が左右され品質に大きく関わるので非常に重要な工程です。
検査
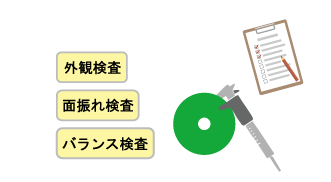
高精度な品質と安全を保つために全数検査を行います。
試験
高精度な品質と安全を保つ為に数々の試験を行います。
表示
製品へのラベル貼付や印字を行います。
梱包

パッケージに梱包します。
出荷

そしてようやく合格品のみが皆様の元へ出荷されます。
ニューレジストンの工場では、このような流れで砥石が製造されております。
お客様に安心してお使いいただけるような、安全で安定した品質の製品づくりに日々励んでおります。










