砥石の表示方法
研削砥石は、細分すると数千種類に分類されます。
そのため、砥石の選定の誤りが事故につながる原因となりますので、研削砥石の表示方法をよく理解することが大切です。
| 表示例Ⅰ | 表示例Ⅱ | |
|---|---|---|
| 1. 形状 | 27号オフセット形 | 1号平形 |
| 2. 縁形 | ― | A |
| 3. 寸法 | 180×6×22 | 205×19×25.4 |
| 4. 砥粒 | A | WA |
| 5. 粒度 | 36 | 60 |
| 6. 結合度 | P | K |
| 7. 組織 | ― | 7 |
| 8. 結合剤 | BF | V |
| 9. 細分記号 | 3 | 1 |
| 10. 最高使用周速度 | 72m/s(4,300m/min) | 33m/s(2,000m/min) |
表示内容の意味
1. 形状
砥石の形状には様々な種類があり、それぞれに研削に使用できる使用面が決まっています。
使用面以外の側面を使用すれば、事故を起こす原因となるので、法律により使用面以外の側面使用が禁止されています。

2. 縁形
砥石の外周端面の形状はアルファベットの記号であらわします。(1号平型のみ)
3. 寸法
砥石の寸法は、外径(mm)×厚み(mm)×孔径(mm)の順序で表示します。
順序を間違えないよう注意してください。
また、それぞれの研削盤には、使用可能な最大限の砥石寸法が表示されていますので、その範囲内の寸法の砥石を使用するようにしてください。
4. 砥粒(基礎知識Ⅲ)
砥粒は大きく分けて「アルミナ質系」と「炭化けい素質系」があり、加工物の材質と研削条件により適切な研削性を得るために次のような種類を選定します。
5. 粒度(基礎知識Ⅲ)
砥粒の大きさを「粒度」といい、研削面の仕上精度により選定します。粒度は数値で表し、その数値が小さいほど粗く、大きくなるにつれて細かくなります。
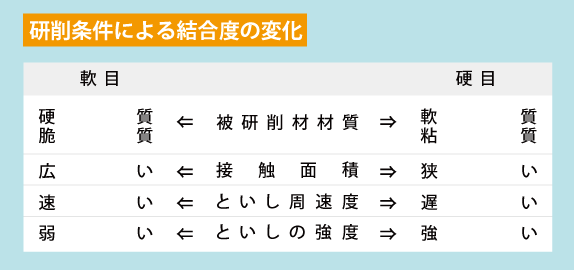
6. 結合度
研削砥石の硬さを「結合度」といい、アルファベットで表し、Aに近いほど軟らかく、Zに近いほど硬くなります。
硬い砥石は強度が高く、軟らかいものほど強度は低くなります。
一般に、硬い加工物には軟らかめの砥石を、軟らかい加工物には硬めの砥石を選定します。
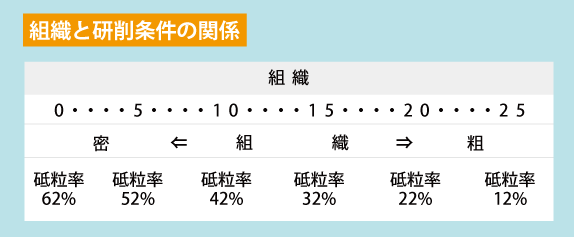
7. 組織
研削砥石の全容積中に占める砥粒の容積比を「砥粒率」といい、この大小で組織の粗密を表します。(オフセット砥石では表記しない)
8. 結合剤(基礎知識Ⅳ)
砥粒と砥粒を結び付けているものを「結合剤(ボンド)」といい、主として「ビトリファイド」V、「レジノイド」Bといった種類があります。
9. 細分記号
結合剤は各メーカーごとにその砥石の用途により数種に細分化されており、その区分記号を細分記号といいます。表記はメーカーごとに独自の記号を用いています。
10. 最高使用周速度(基礎知識Ⅴ)
研削砥石が安全に使用できる最高限度の周速度のことで、ユーザーは安全上絶対に守らなければならないものです。
研削砥石にはたくさんの種類があります。
表示方法をよく理解することが正しい選定につながります。










